原创 茶叶厂粉尘废气处理方法|茶叶厂废水处理案例






茶叶加工厂作为传统食品工业的重要组成部分,在生产过程中不可避免地会产生废水、废气及粉尘等污染物。随着环保法规的日趋严格和绿色生产理念的普及,对这些污染物的精准治理已成为茶企可持续发展的核心议题。
一、 污染物来源、特点与危害
1. 废水
来源:主要产生于鲜叶清洗、设备冲洗、车间地面清洁、压制工序以及蒸汽锅炉排水等环节。
特点:具有高浓度化学需氧量(COD)、高色度、成分复杂的特点。废水中含有茶叶碎末、植物纤维、茶多酚、咖啡碱、胶体物质以及清洗过程中带入的泥沙和农药残留。
危害:若未经处理直接排放,会消耗水体中的溶解氧,导致河流、湖泊富营养化,影响水生生态系统。高色度物质还会影响水体的透光性和美观。
2. 废气与粉尘
来源:
废气:主要来源于杀青、烘干、炒制等高温工序。一方面,燃煤、燃气或生物质颗粒作为热源会产生二氧化硫(SO₂)、氮氧化物(NOx)和烟尘;另一方面,茶叶本身在高温下会挥发出萜烯类、醇类、醛类等有机物质,形成特有的“茶香”型异味。
粉尘:产生于茶叶的筛分、切碎、风选、揉捻及包装等物理加工环节,主要由茶叶碎末、茸毛及附着在茶叶上的细小杂质组成。
特点:废气具有高温、高湿、成分复杂的特点;粉尘则具有粒径小、易悬浮、易吸湿、易爆燃的特性。
危害:废气中的酸性气体会形成酸雨,影响周边农作物和建筑材料;粉尘不仅危害操作工人的呼吸系统健康,长期在高浓度粉尘环境下工作可能导致尘肺病,且达到一定浓度遇明火有爆炸风险。
二、 治理难点与针对性解决方案
1. 废水处理难点与方案
难点:废水中有机物浓度高且含有抑制微生物生长的茶多酚等生物毒性物质,导致传统生化处理效率低、启动慢。
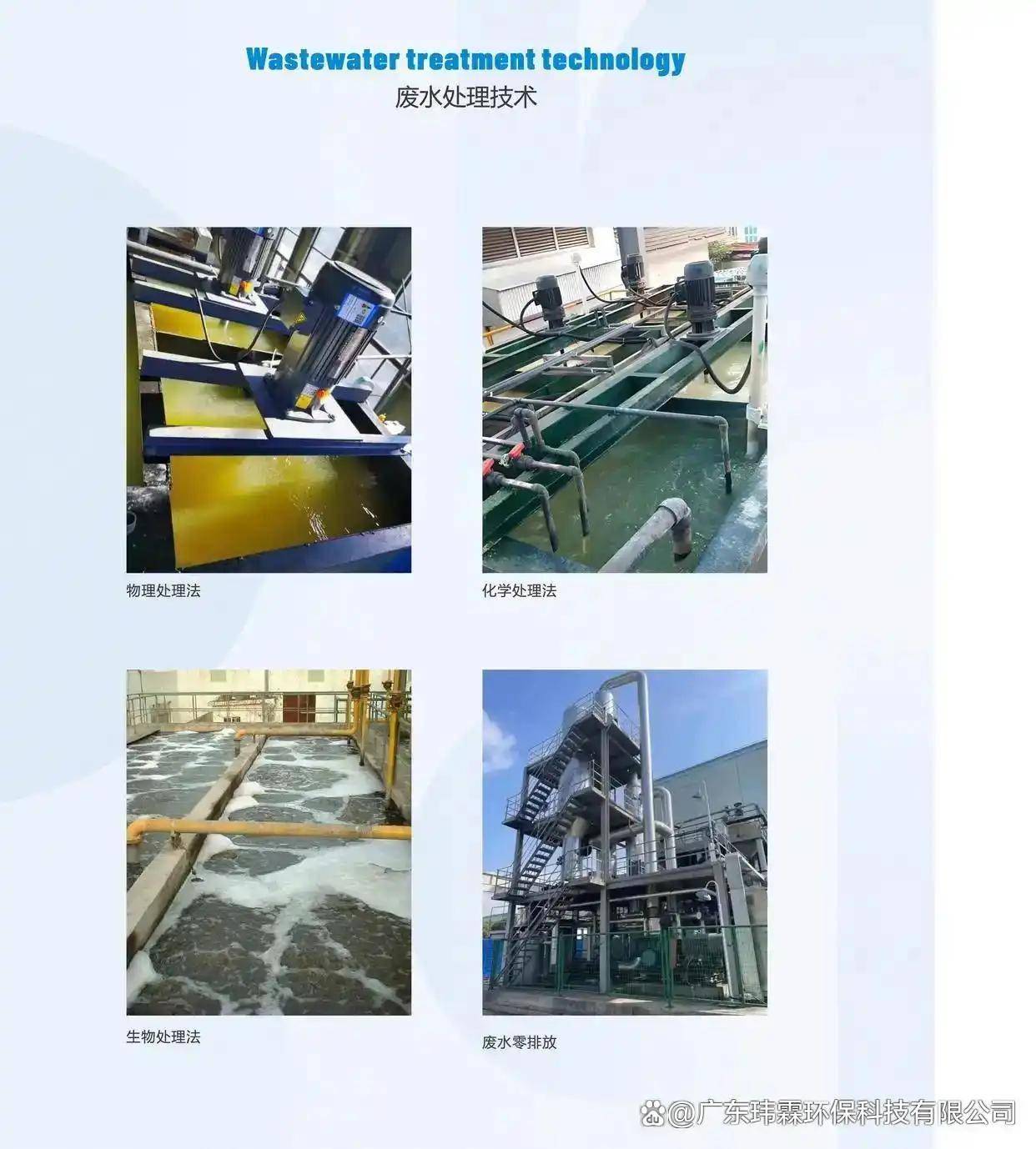
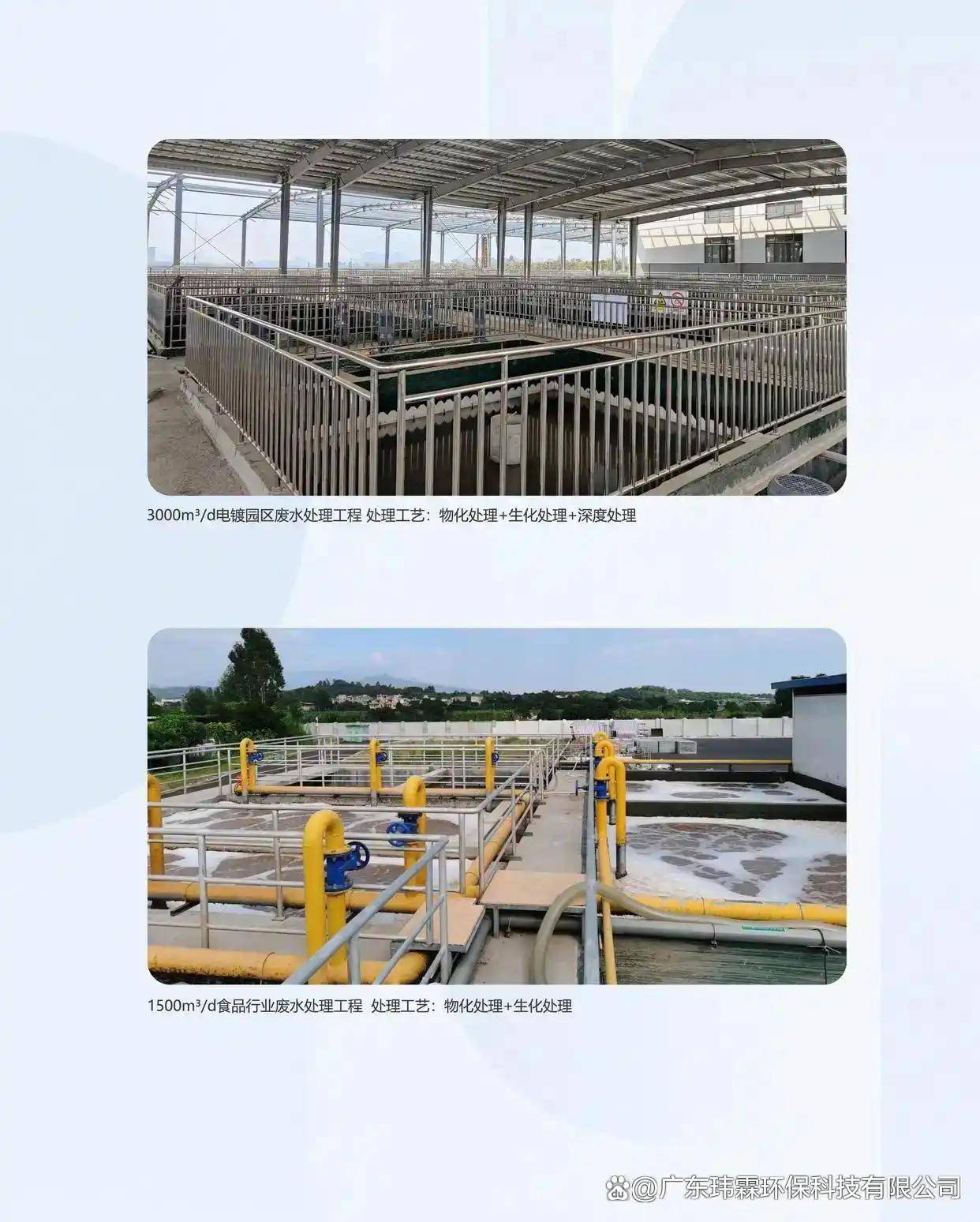
方案:采用“物化预处理 + 生化处理 + 深度处理”的组合工艺。
预处理:通过格栅、沉淀池去除大颗粒悬浮物,采用混凝沉淀或气浮工艺去除胶体物质和部分色度。
生化处理:采用水解酸化工艺提高废水的可生化性,后续接A/O(厌氧/好氧)或MBR(膜生物反应器)工艺高效去除COD。
深度处理:采用活性炭吸附、臭氧氧化或Fenton(芬顿)氧化技术进一步脱色和去除难降解有机物。
2. 废气与粉尘处理难点与方案
难点:废气温度波动大、湿度高,粉尘具有粘附性且易堵塞设备。
方案:
粉尘治理:采用“源头收集 + 高效除尘”方案。在筛分机、切碎机等产尘点设置集气罩,通过离心风机将含尘气体引入布袋除尘器或湿式除尘器进行净化。
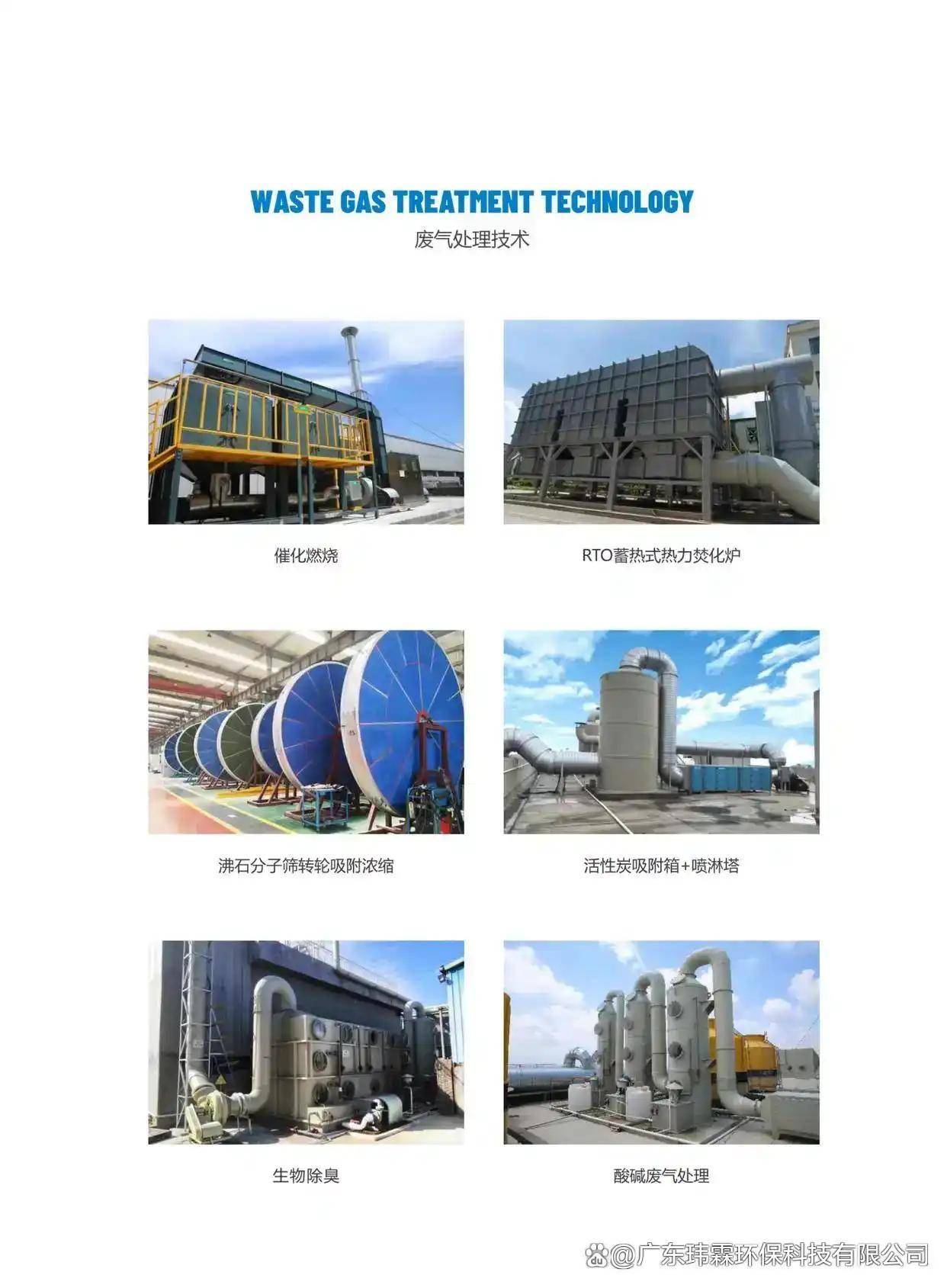
废气治理:对于燃料燃烧废气,可通过更换清洁能源(如电能、天然气)或安装脱硫脱硝装置解决;对于茶叶加工异味,可采用“喷淋塔(化学洗涤)+ UV光解 + 活性炭吸附”的组合工艺进行多级净化。
三、 经典案例分析
案例一:四川省峨眉山竹叶青茶业有限公司
背景与挑战:作为国内高端绿茶的代表性企业,竹叶青在扩大产能的同时,面临着保障“峨眉山茶”区域品牌生态形象的压力。其生产过程中产生的杀青废气、筛分粉尘以及精制车间冲洗废水是主要的治理对象。
处理工艺与设备:
废气/粉尘:全面推行“电代煤”工程,淘汰了传统的燃煤杀青机和烘干机,从根本上杜绝了燃煤废气的产生。在筛分、色选环节安装了密闭集尘管道,采用高效脉冲布袋除尘器,过滤效率可达99.5%以上。
废水:建设了集中的污水处理站,采用“格栅+调节池+混凝沉淀+MBR”工艺。MBR(膜生物反应器)替代了传统的二沉池,具有污泥浓度高、出水水质好、占地面积小的优点。
处理效果与效益:
经济效益:虽然“电代煤”初期投资较高,但电能控温更精准,提升了茶叶品质的稳定性,减少了因燃料杂质带来的产品污染风险。MBR系统出水稳定,降低了企业因环保不达标而面临的处罚风险和排污费。
品牌效益:“绿色、生态、无污染”的生产过程成为了竹叶青品牌宣传的重要背书,符合高端消费者对健康、环保产品的心理预期,极大地提升了品牌价值。
案例二:福建日春股份公司(原日香茶业)
背景与挑战:作为铁观音产区的龙头企业,日春茶业在安溪拥有大规模的初制和精制加工基地。其生产环节中,摇青、炒青等工序产生的含VOCs(挥发性有机物)废气以及茶末粉尘是其治理的重点。
处理工艺与设备:
废气/粉尘:在炒青车间,安装了集气罩收集高温油烟和茶香挥发物,采用“喷淋塔+静电除油+活性炭吸附”三级净化系统。喷淋塔先降温并去除水溶性物质,静电除油捕捉油性烟雾,最后由活性炭吸附残留的异味分子。在包装车间,则采用中央集尘系统,通过负压管道将各包装机产生的茶末集中收集至旋风分离器+布袋除尘器进行处理。
处理效果与效益:
环境效益:车间内空气质量得到根本性改善,工人不再受油烟和粉尘的困扰,工作环境大幅提升。废气排放口无异味,厂区周边居民投诉率降为零。
经济效益:收集到的茶末粉尘通过专业处理后可制成低档茶包或作为天然吸附剂再利用,实现了固体废物的资源化,创造了额外的经济价值。活性炭吸附装置虽然需要定期更换,但保障了企业在环保督察中的合规性,避免了停产整顿带来的巨大损失。
社会效益:作为安溪县的纳税功勋企业,其成功的环保治理模式为当地中小型茶厂树立了标杆,带动了整个产区向绿色、规范化的方向发展。
案例三:肯尼亚茶厂(Eberege Tea Factory)对比案例
背景与挑战:肯尼亚是全球最大的红茶出口国,其茶厂普遍面临水资源短缺和处理成本高昂的问题。传统的废水处理系统(如活性污泥法)运维复杂且能耗高。
处理工艺与设备:该厂采用了“人工湿地”处理系统。废水经过初步沉淀后,进入由砂石、土壤和特定水生植物(如芦苇、香蒲)构建的湿地床。通过植物吸收、微生物降解和土壤过滤等多重作用,实现对污染物的自然净化。
处理效果与效益:
环境效益:人工湿地系统出水的BOD(生化需氧量)和TSS(总悬浮物)去除率可达80%以上,且运行过程几乎不产生能耗,是一种低碳环保的解决方案。
经济效益:相比传统污水处理厂,人工湿地的建设和维护成本极低,非常适合发展中国家和地区的茶厂。处理后的水可用于茶园灌溉,实现了水资源的循环利用,缓解了旱季的灌溉压力。
生态效益:人工湿地形成了一个小型生态系统,增加了当地的生物多样性,美化了厂区环境,实现了工业与自然的和谐共生。
综上所述,茶叶厂的环保治理不仅是法律要求,更是企业提升产品品质、塑造品牌形象、实现可持续发展的战略选择。通过采用源头控制、过程管理和末端治理相结合的综合方案,茶产业完全有能力走出一条经济效益与生态效益双赢的绿色发展之路。