原创 茶叶厂废水粉尘废气怎么处理方法|茶叶厂粉尘废气废水处理案例









一、 茶叶厂废水、废气、粉尘的来源及特点与危害
在茶叶加工行业中,废水、废气和粉尘的产生主要集中在茶叶的种植(初期)、加工(精制与深加工)以及包装环节。虽然茶叶属于农产品加工,看似污染较轻,但在规模化生产中,其“三废”问题依然不可忽视。
1. 来源分类及概述
废水来源:主要来源于茶叶深加工(如茶饮料、茶多酚提取、速溶茶)的生产清洗用水、提取液排放、设备冲洗水;以及初制厂的鲜叶清洗水和地面清洗水。
废气来源:主要来源于茶叶杀青、干燥、烘干工序中使用燃煤、生物质或燃气锅炉产生的烟气;以及茶叶炒制过程中产生的高温水蒸气混合气。
粉尘来源:主要来源于茶叶精制(筛分、切茶、风选)、拼配以及包装过程中产生的茶叶碎末和扬尘。
2. 特点与危害
废水特点与危害:
特点:茶叶废水属于高有机物废水,虽然毒性低,但化学需氧量(COD)和生化需氧量(BOD)较高,悬浮物(SS)多,且色度深(茶多酚氧化所致),呈弱酸性。
危害:若直接排放,会迅速消耗水体溶解氧,导致水体发黑发臭,影响水生生物生存;高色度会阻碍阳光射入水体,破坏生态平衡。
废气特点与危害:
特点:主要为锅炉燃烧废气和茶叶加工工艺废气。含有二氧化硫(SO2)、氮氧化物以及大量的水蒸气和异味物质(茶叶受热散发的特定挥发性香气,在浓度过高时被视为异味)。
危害:燃烧废气中的SO2和氮氧化物是酸雨的主要成因,也会刺激人体呼吸道;高温高湿的工艺废气若直接排放,会造成车间环境闷热,影响工人健康,且排放出的热湿气流在冬季容易形成“白烟”,影响厂区周边视觉环境。
粉尘特点与危害:
特点:主要为植物性纤维粉尘,粒径小、比重轻、易吸潮,具有爆炸性风险(虽然相比金属粉尘较低,但在高浓度下仍需防范)。
危害:长期吸入茶叶粉尘可引起工人尘肺病或呼吸道过敏反应;粉尘积聚在设备上易引起短路或火灾;粉尘外溢会严重污染厂区及周边环境,造成原料浪费。
二、 茶叶厂废水、废气、粉尘处理难点及针对性解决方案
1. 处理难点
废水处理难点:茶多酚和咖啡碱等物质难以通过简单的生物降解完全去除,导致出水色度难以达标;同时,茶叶生产具有明显的季节性,水量和水质波动大,抗冲击负荷能力要求高。
废气处理难点:茶叶加工对香气保留要求高,传统的废气处理技术(如化学洗涤)可能会破坏茶叶香气或引入二次污染;排出的废气通常兼具高温、高湿、含尘特性,单一设备难以同时处理。
粉尘处理难点:茶叶粉尘由于含有茶油等粘性物质,容易粘附在滤袋或管道壁上,造成堵塞(糊袋);且茶叶作为食品,除尘系统必须满足食品级卫生要求,防止二次污染。
2. 针对性解决方案
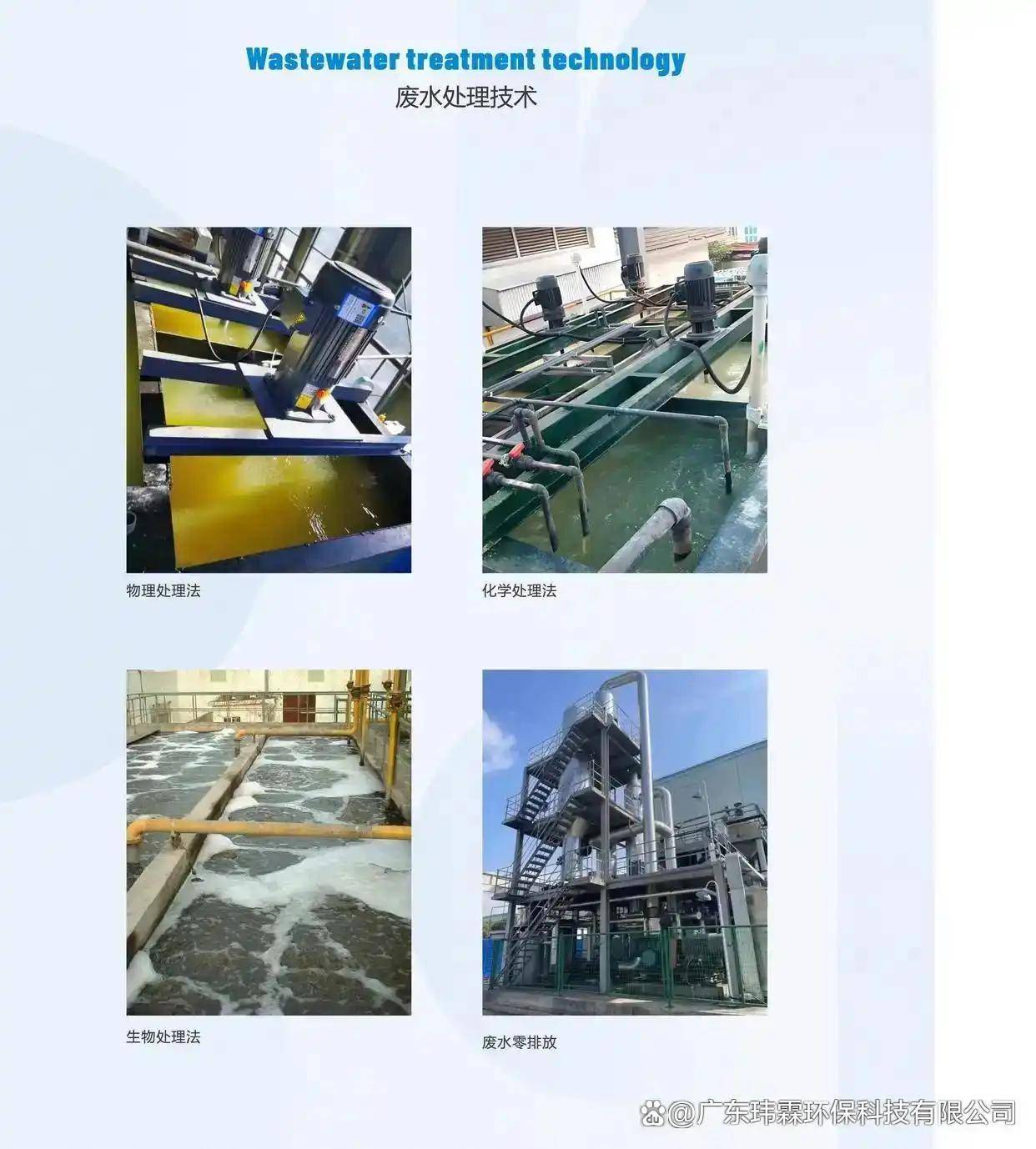
废水解决方案:采用“预处理+生化处理+深度处理”的组合工艺。预处理通过格栅、调节池、气浮池去除悬浮物和部分油脂;生化处理利用厌氧和好氧工艺降解有机物;深度处理则通过吸附或膜过滤去除色度。
废气解决方案:对于锅炉烟气,采用“多管旋风除尘+脱硫塔+湿电除尘”工艺;对于茶叶烘干异味及热湿气,采用“冷凝回收+水喷淋除味+低温等离子/光催化”组合工艺,确保在去除异味的同时尽量减少对环境的热污染。
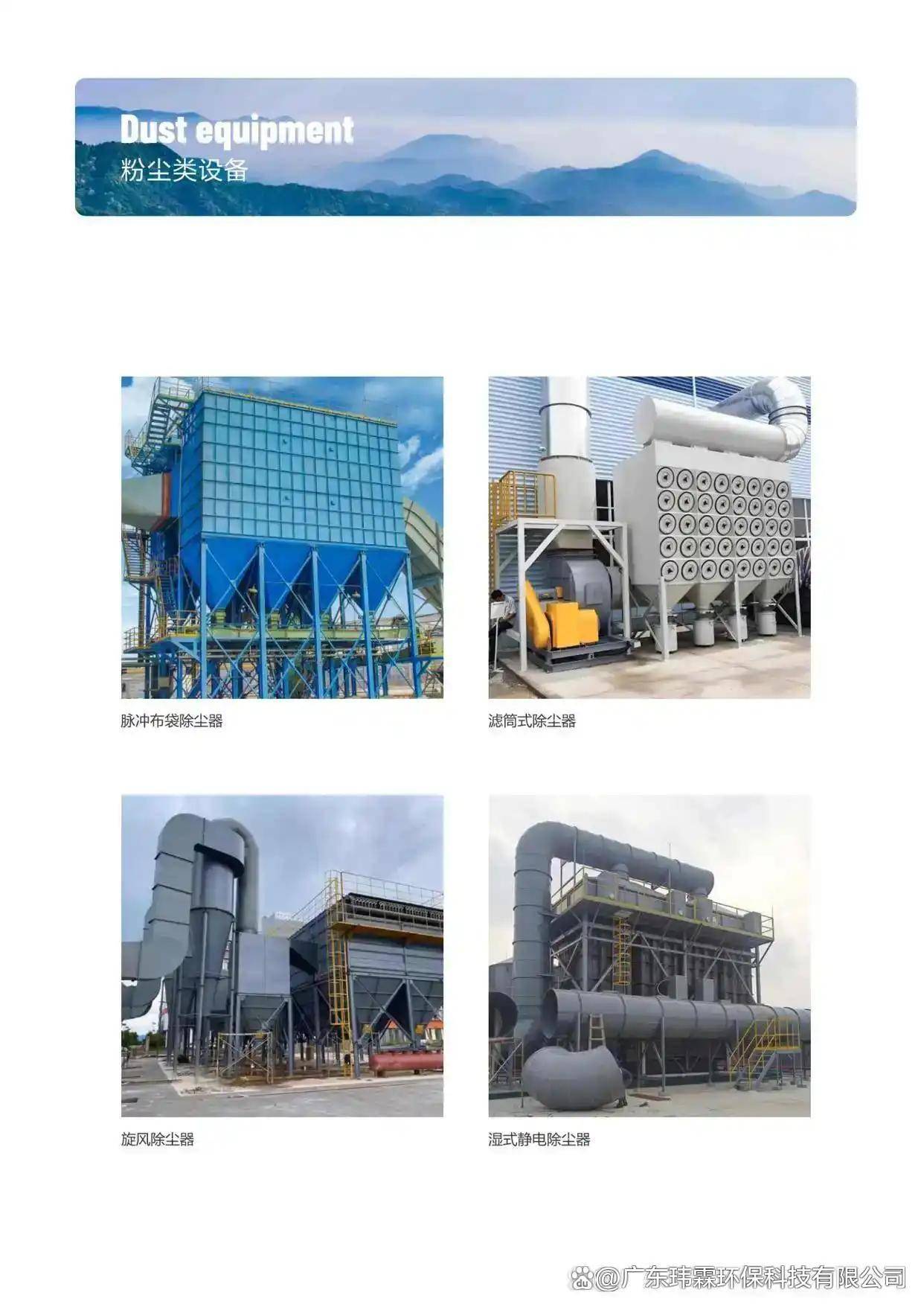
粉尘解决方案:采用“脉冲反吹布袋除尘器”为主,针对茶叶粉尘特性选用防静电、覆膜滤料,并设计合理的风速,防止管道积尘;在关键产尘点设置局部密闭吸尘罩,减少无组织排放。
三、 茶叶厂废水、废气、粉尘处理经典案例详解
以下选取两个具有代表性的典型案例,分别侧重于“茶饮料深加工废水废气综合治理”和“传统精制茶厂粉尘治理”,进行全方位解说。
案例一:某大型茶饮料深加工企业(废水与废气综合治理)
1. 案例相关情况该企业是一家集茶叶提取、浓缩、速溶茶粉生产于一体的现代化大型工厂。在扩建过程中,面临环保排放标准升级的压力。其废水主要来源于茶叶提取液的高浓度有机废水,废气则来源于燃天然气锅炉及提取车间产生的异味废气。原处理系统存在出水色度超标、废气异味扰民被投诉频繁的问题。
2. 处理工艺
废水工艺:采用“格栅调节池 + 混凝气浮 + UASB厌氧反应器 + A/O缺氧好氧接触氧化 + MBR膜生物反应器 + 多介质过滤器 + 活性炭吸附”的组合工艺。
废气工艺:针对提取车间异味,采用“全密闭集气 + 水喷淋塔(降温除尘) + 生物滤池(除臭) + 15米排气筒达标排放”。
3. 对应的处理设备优点说明
UASB厌氧反应器:利用厌氧微生物将高浓度有机物转化为沼气,能耗低,且能大幅降低后续好氧处理的负荷,产生沼气可作为能源回收利用。
MBR膜生物反应器:利用膜分离技术代替传统二沉池,能够高效截留活性污泥,使反应器内微生物浓度极高,从而大幅提高COD去除率,出水水质清澈稳定,且占地面积小。
生物滤池:利用特制的微生物填料,针对茶多酚等挥发性有机物进行生物降解,相比化学法,它无二次污染,运行成本低,除臭效率高达90%以上。
4. 最终处理效果经过系统改造后,该企业废水出水COD稳定在50mg/L以下,色度低于40倍,优于国家一级排放标准;提取车间废气排放口未再检出明显异味,厂界周边空气质量达到环保要求。
5. 给企业带来的效益
环保效益:彻底解决了周边居民投诉问题,企业顺利通过环保验收,树立了绿色企业的社会形象。
经济效益:通过厌氧产生的沼气回收用于锅炉助燃,每年节约燃气成本约数十万元;MBR工艺的高效产水使得部分中水得以回用于绿化和地面冲洗,减少了新鲜水取用量。
管理效益:自动化程度高的处理设备减少了人工操作强度,运行更加稳定。
案例二:某知名品牌精制茶厂(粉尘与车间环境综合治理)
1. 案例相关情况该厂专注于名优绿茶的精制、拼配与包装。由于工艺包含揉捻、解块、筛分、风选等环节,车间内茶叶粉尘弥漫,特别是在包装季节,粉尘浓度极高。这不仅导致茶叶损耗严重,还存在粉尘爆炸隐患,且车间环境恶劣导致招工困难。
2. 处理工艺
粉尘工艺:采用“中央脉冲反吹布袋除尘系统 + 就地捕集装置”。
在筛分机和风选机产尘点设置密闭吸尘罩。
管道设计采用倾斜角度,防止积粉。
主机采用低压脉冲长布袋除尘器,并在排气口安装了消音器。
3. 对应的处理设备优点说明
食品级覆膜滤袋:选用聚四氟乙烯(PTFE)覆膜滤料,表面光滑微孔小,不仅过滤效率高达99.99%,排放浓度极低,而且具有优异的防水防油性能,有效解决了普通滤袋易受茶叶油性粉尘糊袋的难题。
脉冲清灰系统:利用压缩空气瞬间喷吹清理滤袋表面粉尘,清灰彻底,无需停机,保证了生产线连续运行,且维护周期长。
防爆设计:除尘器箱体设置泄爆片,内部采用防静电滤料,管道接地,彻底消除了粉尘爆炸的安全隐患。
4. 最终处理效果治理后,车间内肉眼看不到明显飞尘,岗位粉尘浓度降至2mg/m³以下,远低于国家职业卫生标准;车间空气清新,茶香纯正,不再混杂粉尘异味。
5. 给企业带来的效益
经济效益:除尘系统回收的茶粉均为优质原料,每天可回收数十公斤茶粉,年回收原料价值可观;设备运行阻力小,风机能耗降低。
安全效益:消除了粉尘爆炸的重大安全隐患,通过了消防和安监部门的严格检查。
社会效益:极大地改善了工人的作业环境,降低了职业病发病率,提升了员工满意度,解决了招工难的问题,同时也提升了客户参观工厂时的品牌形象。
上一篇:说茶传媒2026年春节放假通知
下一篇:义乌商务馈赠定制茶叶礼盒推荐