原创 茶叶厂废气废水处理案例|茶叶厂废水怎么处理|茶叶厂粉尘废气处理








茶叶厂废水、废气、粉尘综合处理方案与典型案例分析
一、来源、特点与危害概述
1. 废水来源与特点
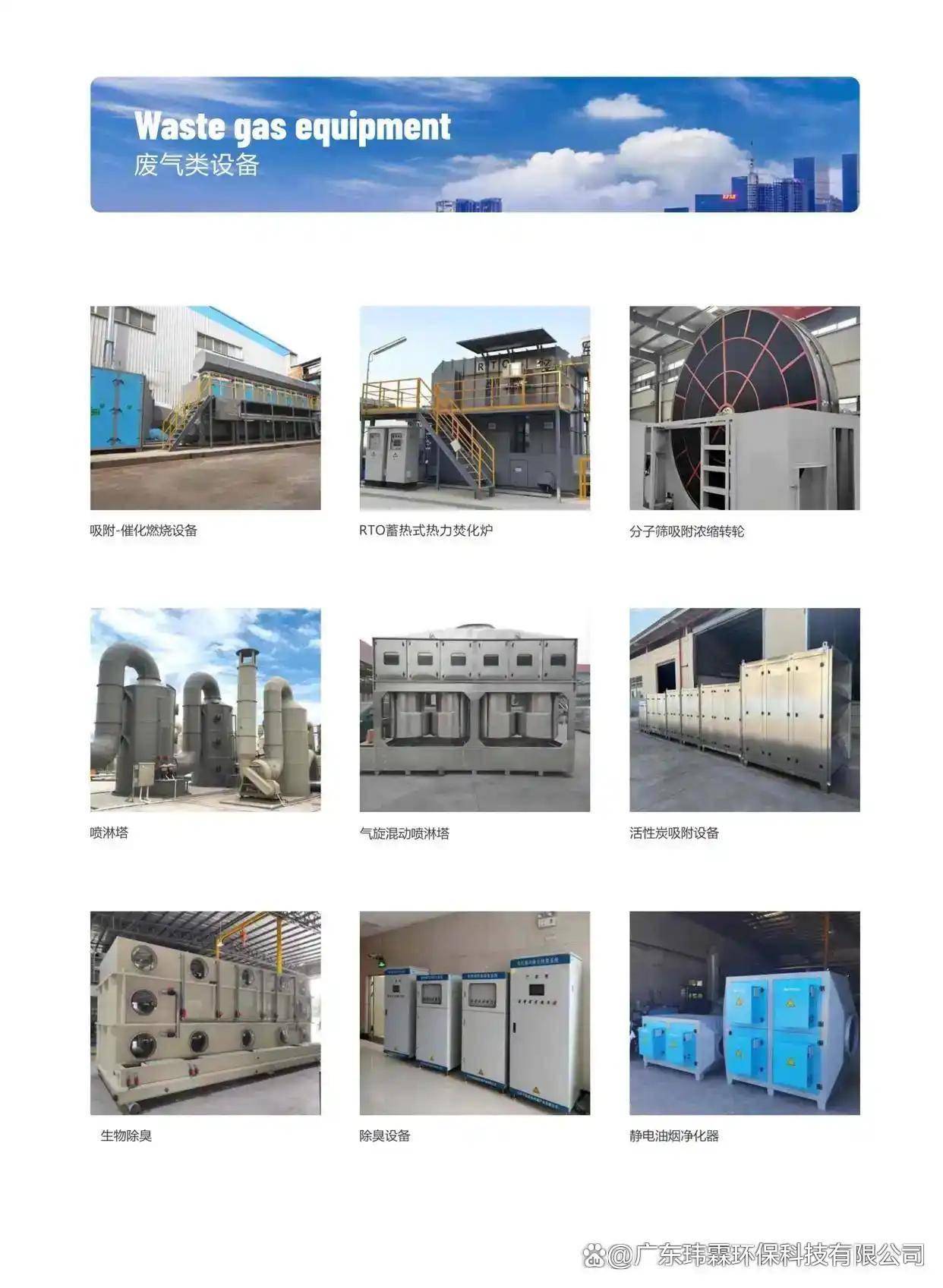
2. 废气来源与特点
废气主要产生于杀青、干燥、烘焙等高温工序,以及燃料燃烧环节。主要污染物包括:茶叶挥发性香气物质、水蒸气、燃煤/生物质燃料产生的SO₂、NOx,以及热加工过程中产生的异味物质。其特点是气量波动大、湿度高、含复杂有机成分。
3. 粉尘来源与特点
粉尘主要产生于茶叶筛分、切碎、包装等工序,特别是精制加工环节。粉尘成分为茶叶细微颗粒,具有有机质特性,易吸湿、易飘散。其特点是粒径分布广(1-100μm),易在车间内扩散,影响工作环境。
二、主要危害分析
废水直接排放会消耗水体溶解氧,导致水体发黑发臭;废气中含有的异味物质和硫氧化物会形成扰民问题,影响周边居民生活;粉尘长期吸入可能引发呼吸系统疾病,且在空气中达到一定浓度时有爆炸风险。三者的不达标排放均会违反环保法规,导致企业面临处罚。
三、处理难点与针对性解决方案
1. 废水处理难点与方案
难点:茶多酚等生物抑制物质影响生化效率;季节性生产导致水质水量波动大;色度去除困难。
解决方案:采用“预处理+生化处理+深度处理”组合工艺。预处理阶段通过格栅、调节池均衡水质水量;采用混凝气浮去除悬浮物和部分色素;核心采用水解酸化+接触氧化/MBR工艺降解有机物;后续通过臭氧氧化或活性炭吸附进行深度脱色。
2. 废气处理难点与方案
难点:高温高湿气体处理困难;异味物质成分复杂难彻底去除;烟气温度波动大。
解决方案:针对工艺废气,采用“旋风除尘+冷凝回收+碱喷淋+活性炭吸附”组合工艺。杀青、干燥废气先经旋风分离回收茶叶细末,再通过冷凝回收香气物质和水蒸气,接着采用碱液喷淋去除酸性气体,最后用活性炭吸附剩余异味。针对燃料烟气,采用布袋除尘+双碱法脱硫脱硝工艺。
3. 粉尘处理难点与方案
难点:茶叶粉尘轻质易飘散;易吸湿粘结;传统除尘设备易堵塞。
解决方案:采用“源头控制+通风除尘+高效过滤”综合治理。在筛分、切碎等产尘点设置密闭罩和吸风管道;选用防粘型布袋除尘器,滤袋经防静电、拒水防油处理;车间整体辅以通风换气系统,保持微负压状态。
四、经典处理案例详解
案例一:福建安溪大型乌龙茶加工厂三废综合治理项目
项目背景:该厂年加工茶叶3000吨,生产期集中春、秋两季。原有设施简陋,废水直排导致周边水体污染,废气粉尘无组织排放引发多次居民投诉。
处理工艺与设备配置:
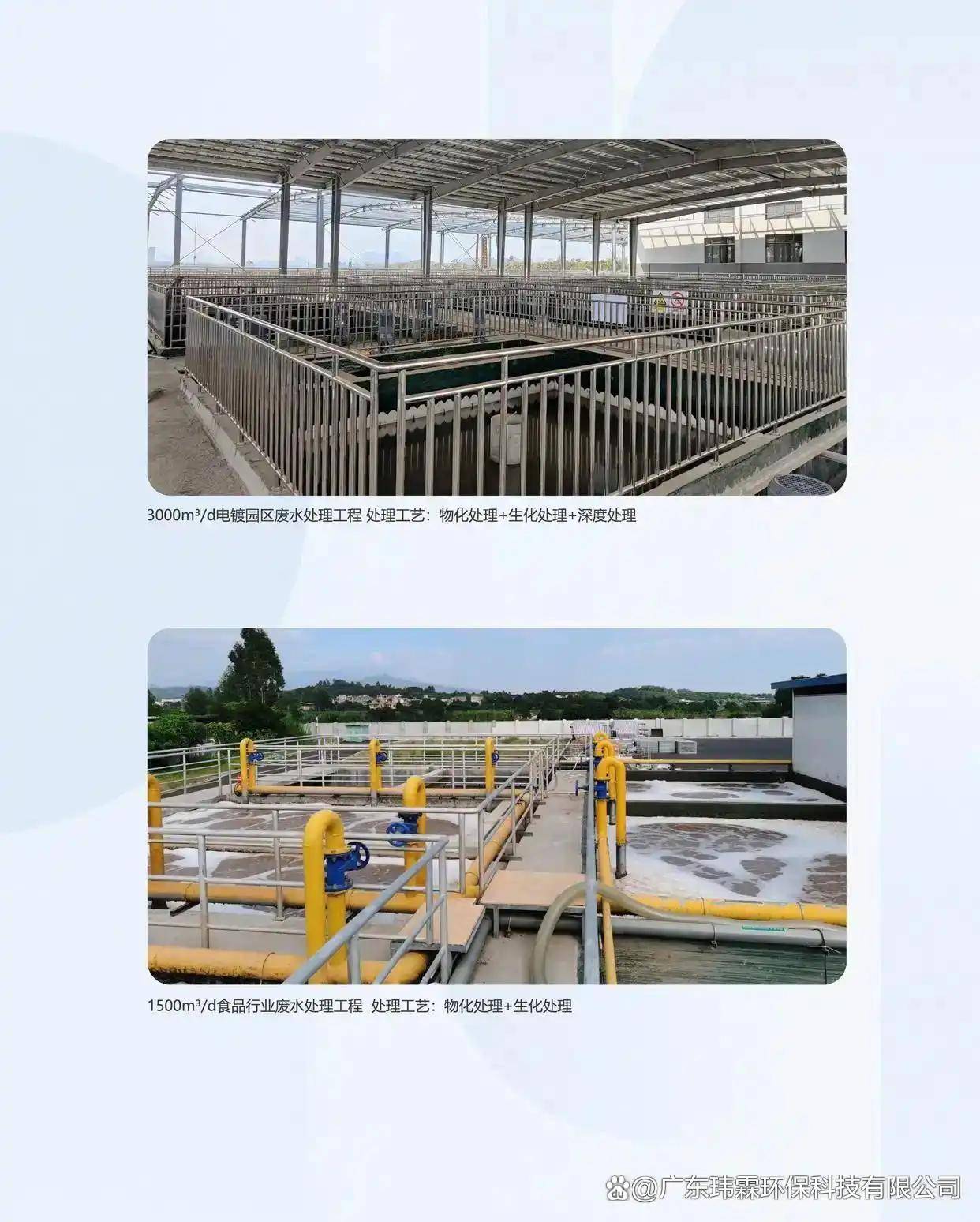
废水处理:采用“格栅+调节池+混凝气浮+UASB+生物接触氧化+臭氧氧化”工艺。核心设备为40m³UASB反应器和300m³接触氧化池,配备两台臭氧发生器(100g/h)。UASB可在高负荷下去除60%以上COD,接触氧化进一步降解有机物,臭氧氧化确保出水色度达标。
废气处理:杀青干燥线配置“旋风分离+板式冷凝+碱液喷淋塔+活性炭吸附箱”四级处理。其中自主研发的板式冷凝器可回收15%水分和部分香气物质,碱液喷淋塔采用NaOH溶液循环使用,活性炭箱设两组并联,交替使用再生。
粉尘处理:在筛分、风选、包装工位设置12个吸尘罩,通过PVC管道集中至防静电布袋除尘器。除尘器设计风量20000m³/h,过滤风速0.8m/min,设自动脉冲反吹系统。
处理效果:
废水COD从4500mg/L降至80mg/L以下,色度从200倍降至20倍,达到一级排放标准;废气中颗粒物浓度从120mg/m³降至20mg/m³,SO₂去除率90%以上,车间外无异味;粉尘排放浓度低于10mg/m³,车间岗位粉尘浓度符合职业卫生标准。
企业效益:
环保合规,避免每年约50万元罚款风险
回收的茶叶细末每年可制成茶粉产品,增收约20万元
冷凝回收的水分和香气物质可回用于生产,年节水3000吨
工作环境改善降低员工流失率,生产效率提升15%
案例二:浙江绿茶出口基地清洁化改造项目
项目背景:该企业产品主要出口欧盟,对生产环境和产品安全要求极高。原有燃煤锅炉和露天堆场导致二氧化硫和粉尘问题突出。
处理工艺亮点:
能源与废气协同治理:淘汰燃煤锅炉,改用天然气锅炉+电辅助供热系统。在杀青、干燥环节增设废气余热回收装置,将120℃废气通过热交换器预热鲜叶,能耗降低30%。
废水深度处理与回用:在常规生化处理后,增加“超滤+反渗透”双膜系统,产水率达70%,回用于清洗和冷却工序。浓水经蒸发结晶制成肥料原料,实现零液体排放。
智能粉尘监控系统:安装粉尘浓度在线监测仪,与除尘设备联动控制。当传感器检测到浓度升高时,自动提高风机频率,实现按需运行,节能40%。
核心设备优势:
反渗透系统采用抗污染卷式膜组件,化学清洗周期延长至3个月;除尘器滤料采用PTFE覆膜滤袋,过滤精度高且易清灰;余热回收器采用耐腐蚀不锈钢材质,适应高温高湿酸性环境。
处理效果与效益:
经改造后,该厂获得国际雨林联盟认证和欧盟有机认证,产品溢价提升25%;年节约用水1.2万吨,节约标煤800吨;三废处理设施自动化运行,人工成本降低60%。项目投资回收期仅为3.5年。
五、综合效益总结
现代茶叶加工厂的三废综合治理,已从单纯的“末端治理”转向“源头削减、过程控制、资源回收”的循环经济模式。成功案例表明,科学设计的处理系统不仅能满足严格的环保要求,更能通过资源回收、能耗降低、品质提升带来显著经济效益。特别是随着消费者对有机茶、生态茶需求的增长,完善的三废处理设施已成为茶叶企业提升品牌价值、开拓高端市场的重要支撑。
未来趋势将更加注重处理设施的智能化、集成化和资源化,如利用厌氧消化产沼气提供热能、将茶叶废渣转化为有机肥等,最终实现茶叶加工过程的零废弃、全循环绿色生产。